The question of whether or not to use CNC (computer numerical control) machining has long since been answered in the majority of shops. The question is what type of CNC machining to employ and how to make the most of the capabilities it offers. In this article, we are going to discuss the three most common types of CNC machining, how to choose one, and how to optimize it for difficult parts and materials.
What are the various machining approaches that can be performed with a CNC machine?
Milling with a CNC machine
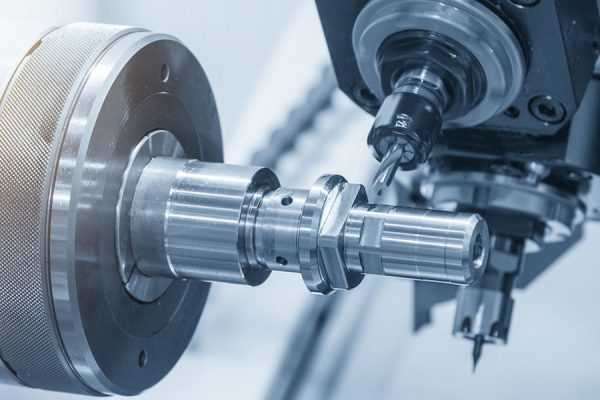
The majority of shops use computer numerically controlled (CNC) milling as their primary method of machining. A rotating cutting tool is moved into the stock material while this process is being carried out in order to remove any excess. In 3-axis milling, the CNC milling unit can move either the tool or the material along all three axes, which are labeled X, Y, and Z. These axes correspond to the directions left to right, up and down, and front to back, respectively. Although some machines can move in as many as nine axes, the term "multiaxis machining" refers to the process of operating in any number of axes that is greater than four. Because of its greater maneuverability, a machine's ability to use multiple axes results in fewer setups and less stock handling being necessary during the production process.
Turning with a CNC Machine
During the turning process performed by a CNC machine, the stock material is rotated at high speeds by a lathe unit while a cutting tool is fed into it. Components that are cylindrical or radially symmetrical, such as screws, pins, and drive shafts, lend themselves particularly well to the turning process.
Machining done with electrical discharge
When cutting through material, wire electrical discharge machining (EDM) uses an electrically charged strand of wire rather than a traditional cutting tool. EDM is known for its high level of accuracy and precision, in addition to its adaptability to a wide range of material types. This method is ideal for jobs such as extrusion dies, blanking dies, and other parts that are cut entirely through the stock. Because the cutting wire is attached to the machine at both ends, this method also works well for parts that are cut partially through the stock.
Adapting your strategy for CNC milling to the specifics of your part
The form of your component will frequently determine the machining strategy that will yield the best results. There are times when determining whether or not something can be turned on a lathe in an effective manner is the best first step to take. Consider using CNC turning if the component is more radially symmetrical than it is not symmetrical. In the event that this is not the case, it will be necessary to choose between CNC milling and wire EDM. Have a look at the part's expected tolerances, as well as its size and shape. Wire electrical discharge machining (EDM) is ideally suited for the production of intricate, small parts that require close tolerances. The workhorse of the machining family, CNC milling, can typically handle anything that does not fit neatly into either of the two categories. You should think about using multiaxis machining for milled parts that have complex geometries.
Adapting a machining strategy to your material and performing any necessary adjustments
At the moment, steel, cast iron, and aluminum are the types of materials that are utilized the most frequently in the typical machining shop. All of them are relatively simple to manipulate and demand little in the way of additional thought. However, the aerospace and medical industries frequently require components to be manufactured from hardened steel families, titanium, and nickel alloys. These materials are all more brittle or are simply more difficult to cut.

When working with more difficult materials, the first thing that should be done is to take steps to reduce vibration. The greater the number of imbalances in either the tool or the material, the greater the amount of chatter that will occur during cutting, and the less accurate the cut will be. It is even possible that the material will be shattered. Examine the configuration of your fixturing to ensure that it provides the highest level of stability possible so that you can cut your exposure to this risk. For instance, when utilizing multiaxis machining, many shops find that they are successful when they use strong dovetail fixtures.
Next, take a look at the cutting tools that you have available. Coating your tooling, typically with carbide or zinc, will allow you to cut through material more quickly and effectively without reducing the amount of time the tool will last. Examine all of the tools at your disposal and look for the ones that have the best chance of withstanding the additional wear, such as ball end mills.
Finally, you should look over your CAM program. Cutting harder materials should typically be done more slowly and at a shallower depth, with light stepovers to reduce heat. In order to reduce heat and stress, the machining process should be planned so that the cutting tools will be engaged with the material for shorter amounts of time. It is important to make preparations for multiple stages of machining and even multiple stages of finishing. Keep in mind that in addition to finishing your material after it has been heat-treated, you might also want to think about rough-machining it in its softer state first.